

Everything You Need to Know About PET Preform Injection Molding Process
Step into a busy bottling plant, and you will feel the steady hum of machinery—a precise, well‑orchestrated process driven by heat, pressure, and steel. At the heart of it all lies PET preform injection molding, a critical stage that determines whether your final product stands out on shelves or causes disruptions on the production line. Mastering this process requires more than just basic materials; it demands a reliable partner that treats mold design as a precision craft.
For over 14 years, Baijinyi (BJY) has supported some of the world’s most efficient liquid packaging lines. Headquartered in Foshan, the team delivers more than just components—they build high‑precision tooling for PET liquid packaging molds, including injection, blowing, and capping systems. From small juice producers to large carbonated beverage factories, BJY’s continuous improvement philosophy ensures your equipment runs at full speed with ready‑to‑use setup and minimal adjustments. They are a trusted partner for businesses that insist on superior quality.
What Defines the PET Preform Injection Molding Stage?
This stage forms the first step of the two‑step bottle manufacturing process. It starts with raw PET resin pellets, which are melted and injected into a precision PET mold to form a preform. This preform acts as the precursor to the finished bottle, containing all the material required for the main body as well as a finished neck finish. In real production, a stable, high‑quality preform directly determines the success of high‑volume runs—it is truly foundational.
Two‑Step Manufacturing Foundation
The process relies on a robust injection molding system that melts plastic and injects it into the mold cavity. Once the material solidifies around the mold core, the mold opens and the preform is ejected, ready for the next stage: blow molding. For example, a standard 72‑cavity mold can produce over 5,000 preforms per hour when properly optimized.
Precision Thermal and Pressure Control
Strict control over injection speed and cooling time is essential. Even minor temperature deviations can cause defects: overheating leads to a “pearl white” appearance, while insufficient heating results in “fog white” flaws. Both weaken structural integrity. From on‑site troubleshooting across Asian production lines, these defects have led to the scrapping of entire high‑value batches.
Multi‑Cavity High Efficiency Production
To reduce per‑unit costs, industrial molds typically use multiple cavities ranging from 32 up to 144, enabling thousands of preforms per hour—provided mold components withstand continuous pressure. In one real application, a beverage producer using a 96‑cavity system achieved 8,000 units per hour after optimization.
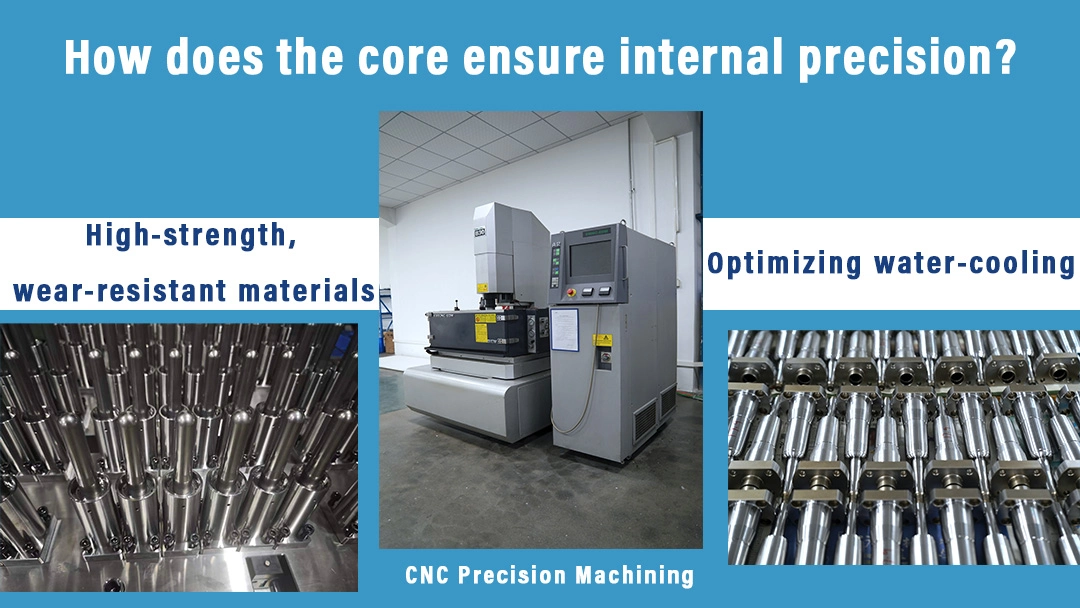
How Does the Mold Core Ensure Internal Precision?
The mold core defines the internal shape of the preform. A deviation of just 0.05 mm can cause uneven wall thickness, often leading to failure during bottle stretching.
High‑Strength Wear‑Resistant Material
Mold cores are manufactured from high‑grade stainless steel for excellent rust resistance and pressure tolerance. This material extends tool life significantly compared to standard alternatives, making it ideal for 24/7 production lines.
Optimized Water‑Cooled Heat Dissipation
Built‑in cooling channels rapidly and uniformly remove excess heat, preventing preform warping and maintaining dimensional stability during long runs. This design can reduce cycle times by up to 15% in high‑output facilities.
Rigorous CNC Tolerance Management
Each core undergoes full‑process CNC machining to ensure seamless fit and interchangeability without full mold disassembly. This has saved teams hours of downtime during quick maintenance.
Why Is the Lock Ring Essential for Alignment?
While the core shapes the interior, the lock ring maintains accurate positioning. Poor locking leads to mold misalignment, resulting in off‑center preforms and reduced blowing efficiency.
Prevention of Eccentricity Defects
The lock ring interface complies with strict industry clamping standards, preventing core movement under high-pressure molten plastic flow. This ensures even material distribution and has reduced waste by up to 20% in defect‑prone setups.
Torsion‑Resistant Modular Structure
Designed for high‑speed repetitive production, BJY lock rings feature a reinforced structure that resists twisting and wear under continuous clamping, delivering long‑term reliability.
Thermal Stability and Cooling Integration
Circular internal cooling channels balance temperature differences between the hot runner and mold body, eliminating uneven expansion and wall thickness fluctuations. One carbonated beverage line maintained defect rates below 1% consistently with this design.
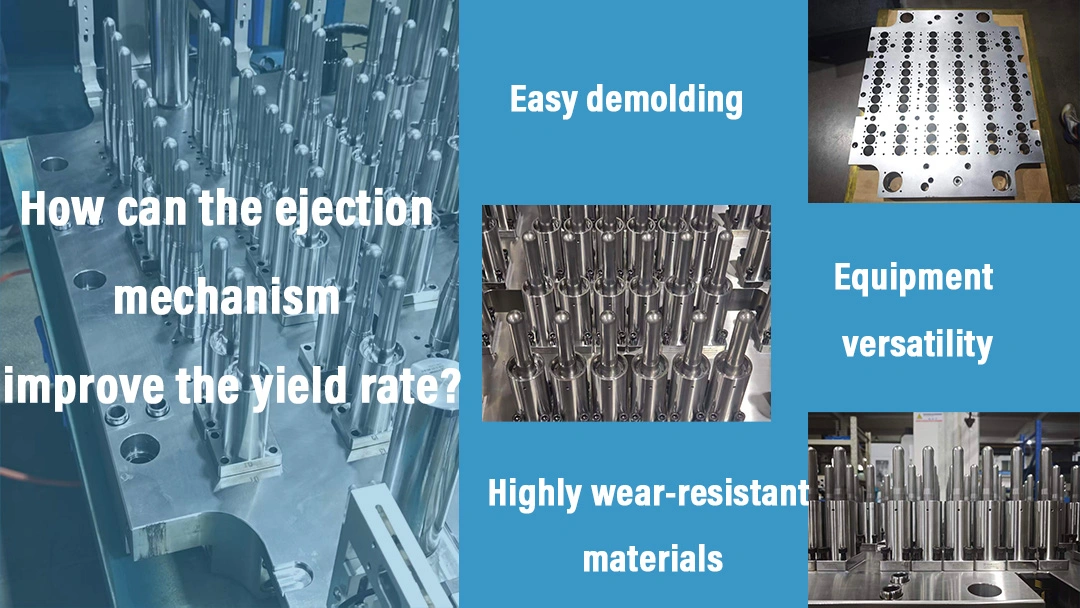
How Does the Ejection Sleeve Enhance Yield?
After molding, preforms must be removed quickly without scratches. The ejection sleeve, integrated with the cooling tube assembly, performs this delicate operation.
Smooth Release and Reduced Adhesion
Specialized polishing and surface treatments minimize sticking, ensuring clean ejection without marks or residue. This improvement alone increased one factory’s yield by 5% immediately.
Wear‑Resistant Composite Technology
Made from high‑hardness mold steel with vacuum heat treatment, ejection sleeves maintain excellent precision and durability, making them widely trusted in continuous‑production facilities.
Universal Equipment Compatibility
These components are fully compatible with mainstream machines from Europe and North America, allowing easy integration into existing lines without major modifications. A European client achieved seamless installation and saved weeks of setup time.
What Services Support This Technical Solution?
BJY provides comprehensive risk‑reducing support starting with a sample‑based workflow. Customers provide samples or drawings, and engineers reverse engineer them into finalized 2D/3D designs for approval. Design optimizations for cavity layout and cooling performance are completed before machining begins.
During production, all parts are inspected in temperature‑controlled workshops. After delivery, on‑site commissioning and 24/7 online support ensure stable, high‑efficiency PET injection molding performance—especially critical during peak production periods.
FAQ
Q: Can these components be used on my existing injection molding machines?
A: Yes. They are designed to be fully compatible with standard machines from brands including Husky, Netstal, and SIPA, with no major modifications required.
Q: How do these mold parts improve my production cycle?
A: High‑thermal‑conductivity materials and optimized cooling channels accelerate solidification, shortening overall cycle times. This increases hourly preform output while lowering energy consumption.
Q: Can these mold components adapt to different types of PET resin materials?
A: Yes. They are specially designed to be compatible with various common PET resin materials, ensuring stable performance and consistent preform quality regardless of resin specifications.
Disclaimer:
The brand names and logos of sidel, husky, khs, sacmi, sipa, netstal, etc., are registered trademarks owned by their respective legal holders. All mentioned trademarks and brand names in this article are used solely for the purpose of illustrating product compatibility and suitability. BJY does not claim any rights to the aforementioned trademarks and has no affiliation, authorization, or partnership with the companies mentioned. Any references herein do not imply that our products are original factory parts or have received official recognition from the manufacturers.