

ABS vs PET: 5 Critical Differences Every B2B Packaging Manufacturer Must Know
Setting up a large-scale production setup can make material picks seem like a big risk. For makers using injection blow molding pet (IBM), the talk often turns to staying with the known strength of ABS or moving to the clear view of PET. ABS holds strong in toy and car fields. Yet, the best material for injection blow molding pet processes hinges on what the end use needs for clear sight, pressure hold, and food safety.
If you seek a team that handles exact tooling well, consider BJY. Since 2011, this group has taken extra steps to fix tough issues in the PET packaging area. They do not just offer metal parts. Instead, they supply the key support for brands that avoid any stop in work. Whether for a custom bottle form or full mold changes, they add over 14 years of hard work and exact standards like those from Germany to your plant floor.

Why Is Material Selection Critical for Injection Blow Molding PET?
The resin type sets all mechanical parts on the equipment. In abs vs pet for packaging manufacturing, focus on how the material works with the item held inside.
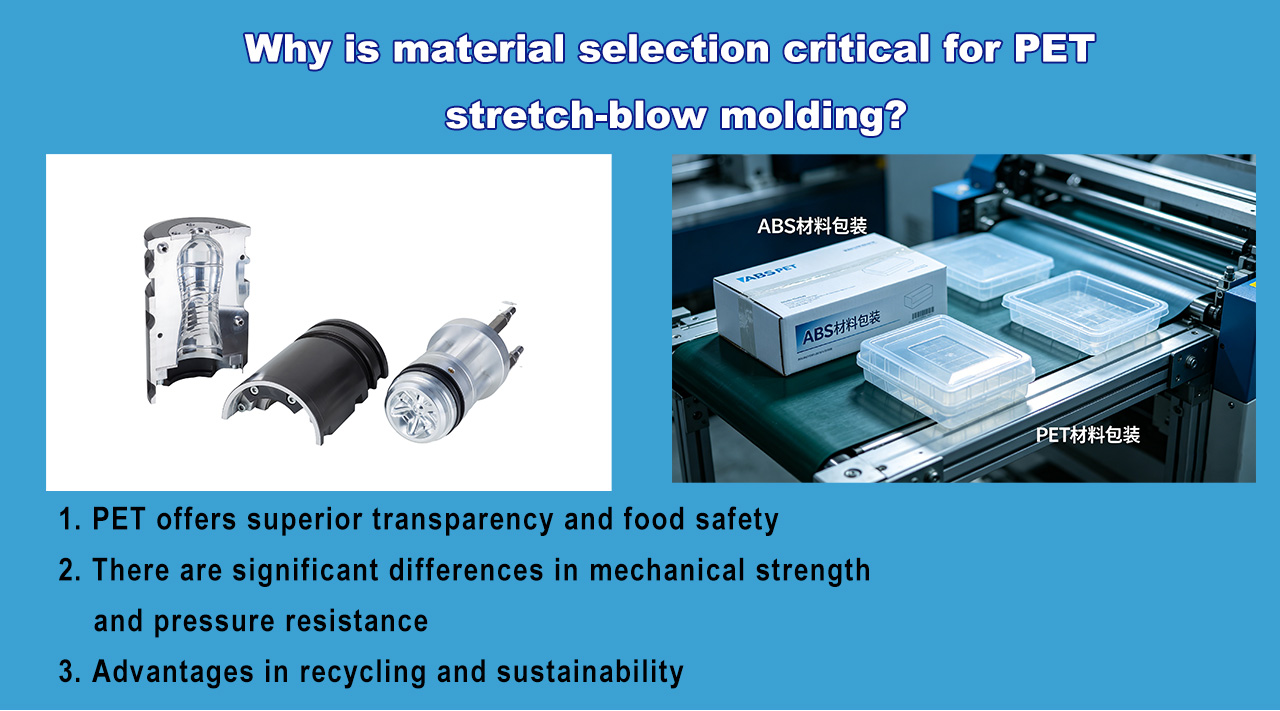
Superior Transparency and Food Safety of PET
PET gains notice for its glass-like clear layer with see-through rates above 92% in many cases. ABS tends to stay cloudy or semi-clear by nature. PET lets buyers view the item’s purity, which matters for water bottles and fruit drinks. Also, PET earns wide approval for safe touch with food. ABS seldom serves as the top pick for holding drinks directly, due to risks of chemical shift.
Mechanical Strength and Pressure Resistance
Making fizzy drinks brings strong inner force. PET gets built to manage such loads via two-way stretch in the injection blow molding pet step. This chain pull gives the container its spring and stops breaks under load. ABS struggles to match this in slim-sided holders.
Recycling Compatibility and Sustainability
Current buyers want proof of green practices. PET ranks as the top recycled plastic worldwide. It allows easy addition of reused PET (rPET) or plant-based types into the process. Switching from ABS in packaging aids in meeting world rules on cutting plastics. This draws shops that value lasting cycles.
What Are the Technical Challenges in PET Processing?
Shifting to PET means more than swapping resin packs. It calls for handling pet injection blow molding technical challenges absent in easier plastics.
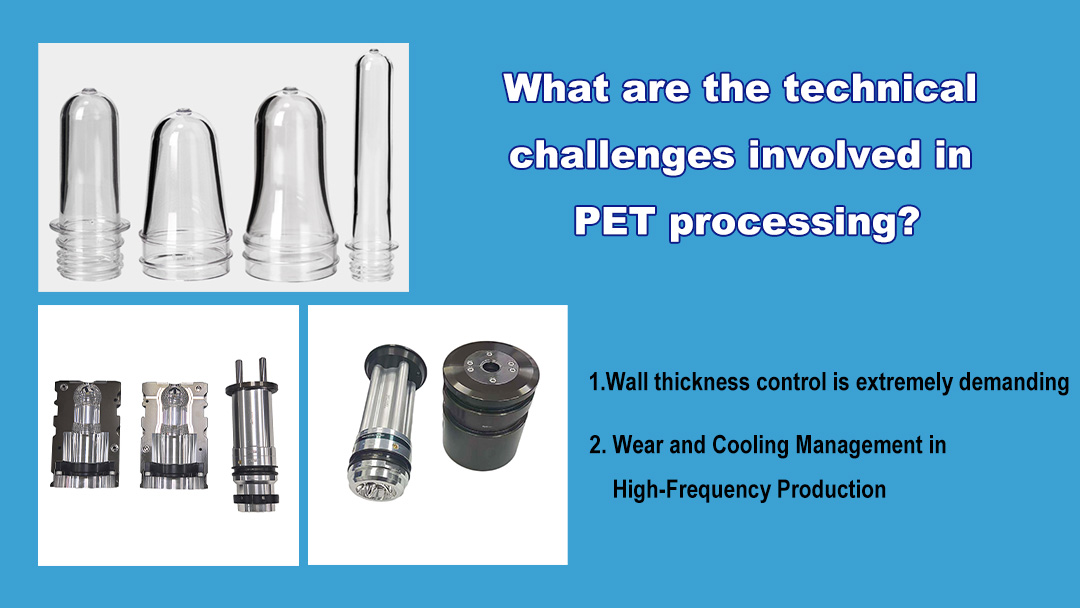
Precise Wall Thickness Control
PET reacts to heat changes keenly. A small degree shift in the preform leads to uneven sides or white spots. ABS offers a wider work range. PET needs a tight heat zone for even spread in the blow phase. Thus, the tooling must stay perfect to keep limits as close as ±0.02mm.
Wear and Corrosion at High Frequencies
Ongoing fast runs cause rub that wears normal steel. PET melts give off light fumes that harm mildly after many turns. Without tough supplies or special covers, early damage hits the Neck Ring. This results in spills or extra bits at the top.
Efficient Thermal Management and Cooling
PET demands quick chill to hold its non-crystal, clear form. Slow cooling makes the plastic form crystals and grow foggy. This setup requires inner water paths placed well to draw heat from the mold space right away. Such plans prove more detailed than usual ABS chill designs.
How to Choose PET vs ABS for Molding in Your Facility?
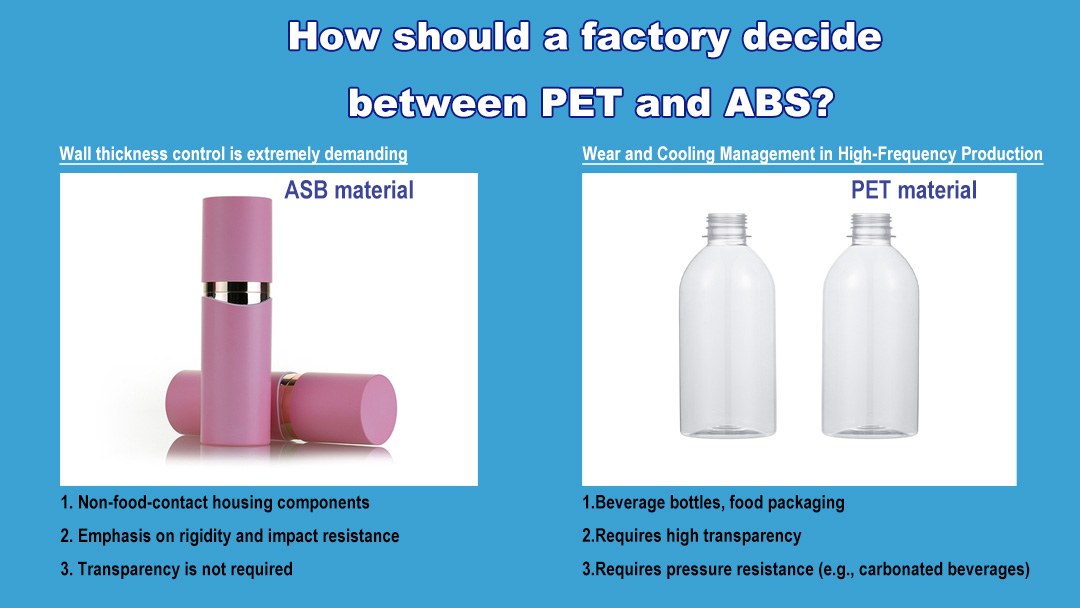
Picking between them rests on the critical differences between pet and abs molding tied to the bottle’s end setting. Opt for PET when the item needs a strong pressure close, lasting shelf hold for fluids, or a clear glass style. ABS fits better for firm covers or pieces without food-grade needs.
For plans in fast fluid packing, PET leads clearly. Still, success with PET requires noting the injection blow molding pet vs abs differences in shrink levels and flow in melt. PET pulls back in a distinct way from ABS. A mold made for one fails for the other unless major tweaks adjust the space sizes.
How Do High-Precision Components Optimize Your Production?
To beat PET’s issues, put funds into parts that deal with this material’s loads. Good pieces do more than match. They make sure the gear works smoothly.
Neck Rings for Flawless Sealing
The Neck Ring faces the most strain in the mold. PET uses high air force up to 38 bar for shaping. The neck seal must hold tight. A ring with DLC hard cover cuts rub by 70% over standard shine. This lets preforms slip out easy each time, without color change or wear.
Ejection Sleeves for Rapid Handling
At rates of 50,000 bottles per hour, the Ejection Sleeve aids greatly. It gives the push to free the preform from the center. A fine sleeve cuts power waste and stops hold-up that causes line halts. Though small, it keeps cycle times steady.
Piston Seals for Pressure Integrity
Steady air force alone yields even bottles. The Piston Seal guards that force. Failed seals drop pressure and bring short fills or bent bases. Seals built for fast hits make sure stretch rods move and return with even push over shifts.
Why Is Expert Technical Service the Final Piece of the Puzzle?
Top parts alone lack enough. A service team must grasp the reasons for the methods. The group noted offers a sample-led flow. Send a bottle or sketch, and they do back engineering for a 3D plan to check.
They handle site setup and fix work, so the injection blow molding pet line hits full speed at once. With a special test setup for items like shock parts, they promise their pieces last as long as costly European ones at lower costs.
Contact the Experts for Your Molding Needs
Set to cut bottle flaws and cut stop times? Reach out for custom prices or advice on your next task.
FAQ
Q: What is the main benefit of injection blow molding pet over ABS for liquid packaging?
A: PET brings better clear sight, gas block traits, and full recycle ability. This sets it as the key pick for food and drink safety.
Q: Why do I need a specialized Ejection Sleeve for PET production?
A: PET runs fast and hot. A focused sleeve makes sure preforms come out quick and clean. It avoids stick and holds low cycle times.
Q: How often should I inspect the Neck Ring in a PET mold?
A: Clean and check forming sides every 72 hours of run to stop build-up and keep neck thread exactness.